
Gear Hobbing vs Gear Grinding Which Fits Your Project
Introduction
When customers compare gear manufacturing routes, they often ask a direct question: should this gear be hobbed or ground? In practice, the answer depends less on which process sounds more advanced and more on what the project needs to control. Some projects focus on throughput, batch stability, and cost per piece. Others care more about final tooth geometry, smoother running, lower noise, or correction after heat treatment.
At PairGears, we manufacture custom precision gears and gear sets for agricultural machinery, heavy-duty trucks, construction equipment, and EV drivetrains. From a factory perspective, gear hobbing and gear grinding are not competing labels for the same job. They usually serve different roles in one production chain. Hobbing is often the main tooth-cutting process, while grinding is used when higher accuracy or post-heat-treatment correction is needed. This article explains the difference and how to choose the right route.
What is the difference between gear hobbing and gear grinding?
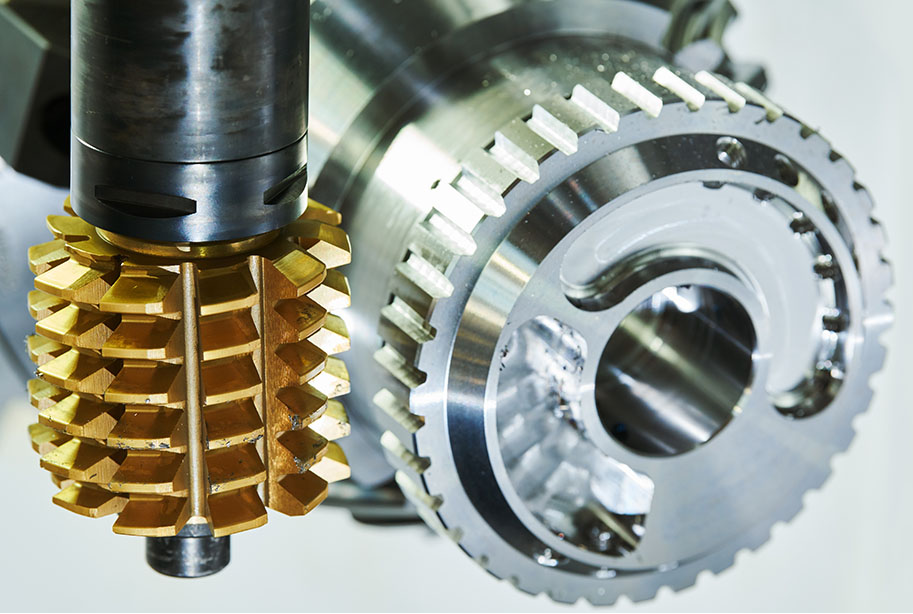
Gear hobbing is a generating cutting process used to form gear teeth efficiently, while gear grinding is a finishing process used to refine tooth geometry and surface quality to a higher level.


Why this comparison matters in real projects
In many RFQs, hobbing and grinding are compared only by price. That is too narrow. A more useful question is this: which process controls the main risk point in the project? If the risk is output, repeatability, and cost in large batches, hobbing is usually the stronger starting point. If the risk is final geometry, heat-treatment distortion, noise, or tooth-surface quality, grinding becomes much more important.
Hobbing is typically the main production route for external spur and helical gears because it is efficient, mature, and practical for repeat manufacturing. Grinding is usually added later when the application needs tighter tooth accuracy, better surface finish, or correction after hardening. In other words, these two processes often work in sequence rather than in opposition.
That is why the correct comparison is not "Which one is better?" The more practical question is "At what stage does this project need more precision, and how much precision is worth paying for?" In factory work, that answer depends on the full route: blank quality, tooth generation, heat treatment, finishing, inspection, and how consistent the gear must remain from sample approval to repeat orders.
How the two processes compare in practice
| Comparison item | Gear hobbing | Gear grinding |
Main role | Primary tooth-generation process | Finishing / correction process |
Best fit | Medium- to high-volume production | High-accuracy or post-heat-treatment finishing |
Accuracy level | Strong production capability, often sufficient for many industrial gears | Higher final geometry control when required |
Surface finish | Good for general production | Better surface quality and finer finishing |
Heat-treatment correction | Limited | Strong advantage after heat treatment |
| Processing speed | Faster and more economical for batch output | Slower and more costly per piece |
| Tooling / equipment logic | Mature, efficient cutting route | More specialized finishing route |
| Cost logic | Better for volume efficiency | Better when final performance justifies the extra step |
Practical factory note:
Hobbing is usually the better starting point when throughput and cost matter most. Grinding is the stronger choice when tooth accuracy, surface quality, and running behavior matter more. Many demanding gears use both: hobbing for efficient tooth generation, then grinding to refine the final geometry where needed.

Where each process matters most
● Agricultural Machinery
Many projects prioritize durability, repeatable supply, and cost control. Hobbing is often practical for standard production, while grinding may be used when the gear set has tighter running or wear requirements.
● Heavy-Duty Trucks
Load, durability, and batch consistency matter. Grinding becomes more important when final geometry and contact stability affect gearbox behavior or service life.
● Construction Equipment
Shock loads and harsh environments often make root strength and heat-treatment control critical. The process route must balance manufacturing cost with practical durability.
● EV Drivetrains
Higher speed, tighter NVH requirements, and more demanding geometry control often increase the value of grinding, especially on performance-sensitive stages.
What engineers and buyers should actually check
| Check item | What to verify | Why it matters |
Project target | Cost-driven, output-driven, or accuracy-driven | Decides whether hobbing alone is enough |
Gear type | Spur, helical, or other geometry | Confirms process suitability |
Heat-treatment route | Whether distortion correction is needed later | Often determines the need for grinding |
Accuracy requirement | Final tooth profile, lead, pitch, and runout expectations | Prevents over- or under-specification |
Surface requirement | Noise, wear, and contact behavior target | Supports finishing-route decisions |
| Batch volume | Prototype, low-volume, or mass production | Affects process economics directly |
| Inspection plan | What will be checked and reported | Ensures the chosen route matches approval needs |
| Total cost logic | Cutting + heat treatment + finishing + inspection | Prevents misleading piece-price comparisons |
A common mistake is to treat grinding as "always higher quality" and hobbing as "only rough production" In reality, many industrial gears perform well with precision hobbing alone, while some high-demand gears genuinely need grinding to control final risk. The right process depends on application need, not process prestige.
Another common mistake is to compare only one step cost. Hobbing may look cheaper per operation, but if heat treatment moves the tooth geometry enough to create contact issues, the "cheaper" route can become more expensive after rework, noise complaints, or early wear. That is why process review should always include the full chain.


What the right process route improves
| Benefit | If the route is matched correctly | Practical result |
Better cost balance | The project only pays for the precision it really needs | Lower waste in production budget |
Better output stability | The chosen process fits the batch logic | More reliable delivery and repeat production |
| Better final gear quality | Grinding is added only when it truly adds value | More practical quality control |
| Better heat-treatment recovery | Grinding is used where distortion correction matters | Less downstream scrap and rework |
| Better sourcing decisions | Process choice matches the application | Fewer RFQ mismatches and production surprises |
For many customers, the real gain is not choosing the most advanced process, but choosing a route that is both technically suitable and commercially practical. If the process is too simple, performance may suffer. If it is too complex, cost and lead time rise without enough benefit.
Good process selection also improves communication. Once the buyer, engineer, and supplier agree on the main risk to control, it becomes much easier to define the RFQ scope, inspection requirements, and acceptance criteria.
Practical review points when choosing a supplier
● Start with the final requirement, not the machine name. Share the target grade, duty cycle, noise expectation, and batch volume before discussing whether the route should stop at hobbing or continue to grinding.
● Ask how heat treatment fits into the process chain. If the gear will be hardened, ask whether the project expects post-heat-treatment finishing and how distortion is controlled.
● Review inspection capability, not only process labels. A supplier should explain how tooth profile, lead, pitch, runout, and surface quality are checked when required.
● Compare total route cost, not only one operation. Hobbing may look cheaper per step, but grinding may reduce later scrap or improve final consistency in the right project.
● Check repeat-order logic. The supplier should be able to explain how the same geometry and quality level are maintained from sample approval to batch production.
Why Choose PairGears
At PairGears, we do not treat hobbing and grinding as isolated workshop terms. We review them as part of a complete manufacturing route for Agricultural Machinery, Heavy-Duty Trucks, Construction Equipment, and EV drivetrains.
We focus on balancing output, cost, and final geometry requirements; reviewing whether a project should stay with hobbing or move to grinding after heat treatment; planning inspection around the real risk points of the application; and supporting projects from drawing review through repeat production.
For many customers, the value is not just knowing which process exists. It is knowing when that process is necessary and when it is not.


FAQ
Q1: Is Gear Grinding Always Better Than Gear Hobbing?
No. Grinding usually gives higher finishing capability, but many gears do not need it. Hobbing is often the more practical route for cost-effective batch production.
Q2: When Is Gear Grinding Usually Necessary?
Grinding is usually added when the project needs tighter tooth geometry, better surface quality, or correction after heat treatment.
Q3: Can Hobbing Produce Precision Gears?
Yes. Precision hobbing can support many industrial gear applications successfully, depending on the target accuracy and service requirements.
Q4: Why Is Grinding More Expensive?
Because it is a slower finishing process with more specialized equipment, tighter control, and more demanding inspection expectations.
Q5: What Should I Send In An RFQ For Process Review?
Send the drawing, material, heat-treatment plan, target grade, batch volume, and any noise or running-quality requirement that matters to the application.
Conclusion
Gear hobbing and gear grinding are not competing slogans for the same result. They serve different roles in gear production. Hobbing is usually the more practical route for efficient tooth generation and stable volume output. Grinding becomes more valuable when final geometry, surface quality, and post-heat-treatment correction matter enough to justify the extra cost.
If you are comparing process routes for a new RFQ or a current gear project, you are welcome to Contact Us with your drawing, material, heat-treatment plan, target grade, and expected volume so we can help align the process route with a practical manufacturing and inspection plan.

